

产品展示
产品分类
联系方式

产品描述
|
型 式 Model |
YPC-110 |
YPC-160 |
YPC-200 |
YPC-260 |
YPC-315 |
|||||||
|
V |
H |
V |
H |
V |
H |
V |
H |
V |
H |
|||
|
公称力 Nominal Pressure |
KN |
1100 |
1600 |
2000 |
2600 |
3150 |
||||||
|
公称力行程 Nominal Pressure Stroke |
mm |
5 |
3 |
6 |
3 |
6 |
3 |
7 |
3.5 |
7 |
3.5 |
|
|
滑块行程 Slid Stroke Length |
mm |
180 |
110 |
200 |
130 |
250 |
150 |
280 |
170 |
300 |
170 |
|
|
行程次数 Stroke Per minute |
S.P.M |
35~65 |
50~100 |
30~55 |
40~85 |
25~45 |
35~70 |
20~35 |
30~60 |
20~35 |
30~50 |
|
|
最大装模高度 Max. Die Height |
mm |
400 |
435 |
450 |
485 |
500 |
550 |
550 |
605 |
550 |
615 |
|
|
滑块调整堡 Slide Adjustment |
mm |
100 |
100 |
120 |
120 |
120 |
||||||
|
上工作台尺寸 Slide Area |
mm |
1400×500×70 |
1600×550×70 |
1850×650×95 |
2100×700×95 |
2100×700×95 |
||||||
|
下工作台尺寸 Bolster Area |
mm |
1800×650×130 |
2000×760×150 |
2400×840×170 |
2700×900×170 |
2750×900×190 |
||||||
|
主电机功率 Main Motor Power |
KW |
11 |
15 |
18.5 |
22 |
30 |
||||||
|
供给气压 Air Pressure |
kg/cm2 |
6 |
6 |
6 |
6 |
6 |
||||||
|
精度 Presses Precision |
|
GB/JIS 1class一级 |
||||||||||
|
机床尺寸 |
宽度 Width L.R. |
mm |
2000 |
2200 |
2620 |
3000 |
3010 |
|||||
|
深度 Depth F.B. |
mm |
1745 |
1940 |
2235 |
2545 |
2545 |
||||||
|
高度 Height H. |
mm |
3060 |
3710 |
3850 |
4305 |
4690 |
||||||
|
模垫型式 Die Cushion |
|
Two plate & two cylinders 二板双缸 |
||||||||||
|
能力 Die Cushion capacity |
KN |
36×2 |
63×2 |
100×2 |
145×2 |
145×2 |
||||||
|
行程 Die Cushion Stroke |
mm |
70 |
70 |
80 |
100 |
100 |
||||||
|
模垫顶板面积 Die Cushion work part dimension |
mm |
350×235×2组 |
410×260×2组 |
540×350×2组 |
640×470×2组 |
640×470×2组 |
||||||
|
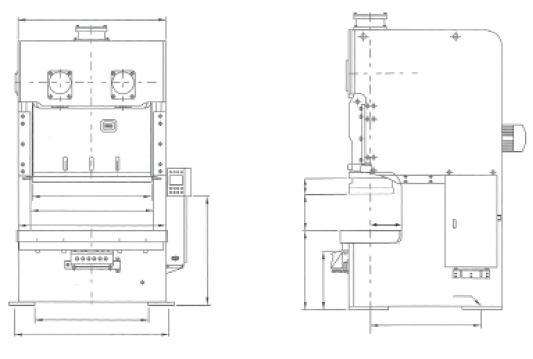
规格 Specification |
YPC-110 |
YPC-160 |
YPC-200 |
YPC-260 |
YPC-315 |
|||||
|
型式 Model |
V |
H |
V |
H |
V |
H |
V |
H |
V |
H |
|
AA |
1780 |
1980 |
2320 |
2590 |
2600 |
|||||
|
AB |
1900 |
2080 |
2460 |
2800 |
2810 |
|||||
|
AC |
1360 |
1520 |
1820 |
2200 |
2210 |
|||||
|
AD |
1800 |
2000 |
2400 |
2700 |
2700 |
|||||
|
AE |
1510 |
1660 |
1990 |
2220 |
2230 |
|||||
|
AF |
1400 |
1600 |
1850 |
2100 |
2100 |
|||||
|
BA |
330 |
385 |
425 |
455 |
455 |
|||||
|
BB |
1295 |
1380 |
1885 |
2145 |
2145 |
|||||
|
HA |
630 |
730 |
790 |
820 |
820 |
|||||
|
HB |
830 |
865 |
990 |
1025 |
1070 |
1120 |
1100 |
1155 |
1100 |
1155 |
|
HC |
400 |
450 |
500 |
550 |
550 |
|||||
|
HD |
180 |
110 |
200 |
130 |
250 |
150 |
280 |
170 |
300 |
170 |
|
HE |
1240 |
1440 |
1570 |
1587 |
1587 |
|||||
|
φH |
φ35 |
φ47 |
φ54 |
φ54 |
φ54 |
|||||
一、 锻压的优点
钢材经过锻压后,其内部组织发生了很大的变化
1、粗大的晶粒被击碎为细小而均匀的晶粒,并互相紧紧地压实在一起。
2、原来已有的气孔或缩孔被挤压后消失,内部组织更加紧密。
3、一些脆性的杂质被粉碎、而塑性的杂质则随着金属的变形而拉长,成为纤维组织,使得材料的韧性大大加强。
所以,经过锻压后,材料的内部组织变得很坚实,显著的提高了机械性能。
二、锻压的缺点
1、锻压由于需要加温、锻造设备,以及所需模具,所以使得制造成本增大。
2、对材料有一定的应用范围限制,如对于高合金钢、不锈钢锻造就比较困难。而锻造性好的的为中低碳钢。
3、对材料的锻粗比有一定的限制,即:不能无限制的锻压变形。
锻压主要按成形方式和变形温度进行分类。按成形方式锻压可分为锻造和冲压两大类;按变形温度锻压可分为热锻压、冷锻压、温锻压和等温锻压等。 是在低于金属再结晶温度下进行的锻压,通常所说的冷锻压多专指在常温下的锻压,而将在高于常温、但又不超过再结晶温度下的锻压称为温锻压。温锻压的精度较高,表面较光洁而变形抗力不大。
在常温下冷锻压成形的工件,其形状和尺寸精度高,表面光洁,加工工序少,便于自动化生产。许多冷锻、冷冲压件可以直接用作零件或制品,而不再需要切削加工。但冷锻时,因金属的塑性低,变形时易产生开裂,变形抗力大,需要大吨位的锻压机械。 是在整个成形过程中坯料温度保持恒定值。等温锻压是为了充分利用某些金属在等一温度下所具有的高塑性,或是为了获得特定的组织和性能。等温锻压需要将模具和坯料一起保持恒温,所需费用较高,仅用于特殊的锻压工艺,如超塑成形。
产品留言
公司长期致力于各种铩压机床、机身焊接加工、年焊接能力2万余吨,能承接各种机床防护罩壳、电气箱等钣金件的制作。
联系我们
江苏扬固锻压机床有限公司
地址:中国 江苏 扬州 润扬南路
电话:0514-87989236 87519770
手机:13390611988
售后服务:0514-87519772
邮编:225128
邮箱:2318948788@qq.com
客户留言