

产品展示
产品分类
联系方式

产品描述
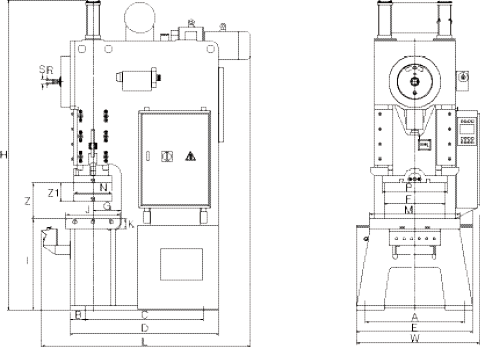
用途与结构性能:
通用型高性能压力机,广泛适用于航空、汽车、农机、电机、电器、仪器仪表、医疗器械、家电、五金等行业。
◆ 钢板焊接机身,刚度明显优于一般机床。
◆ 矩形六面体导轨,导向长、耐磨损、精度稳定性好。
◆ 液压过载保护装置,反应灵敏、动作可靠,可有效保护模具及机床,并可在短时间内恢复机床使用。
◆ 采用组合式气动离合器-制动器,进口摩擦材料,使用寿命长。
◆ 闭式齿轮传动,浸油润滑,传动平稳,噪声小。
◆ 滑块装有气动平衡装置,消除间隙,提高平稳性和精度。
◆ 定时、定点、定量自动润滑,润滑充分,可靠,寿命长。
◆ 采用PLC电气控制系统,安全可靠。
◆ 可选配气垫、光电保护、自动送料、快速换模装置及变速装置。
注:可选用刚性压塌式保护装置,可有效保护模具。
|
|
YCK-25 |
YCK-45 |
YCK-63 |
YCK-80 |
YCK-110 |
YCK-125 |
YCK-160 |
YCK-200 |
||
|
公称力 |
KN |
250 |
450 |
630 |
800 |
1100 |
1250 |
1600 |
2000 |
|
|
公称力行程 |
mm |
1.6 |
1.6 |
2 |
2 |
2 |
3 |
3.2 |
5 |
|
|
滑块行程 |
mm |
40 |
40 |
50 |
50 |
60 |
60 |
70 |
70 |
|
|
行程次数 |
固定 |
S.P.M |
120 |
120 |
100 |
100 |
90 |
90 |
80 |
80 |
|
|
可调 |
S.P.M |
120~200 |
110~190 |
100~180 |
80~150 |
80~130 |
80~130 |
80~120 |
80~120 |
|
最大装模高度 |
mm |
250 |
270 |
270 |
270 |
340 |
350 |
350 |
360 |
|
|
装模高度调节量 |
mm |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
|
|
喉口深度 |
mm |
210 |
225 |
260 |
310 |
360 |
360 |
380 |
400 |
|
|
立柱间距离 |
mm |
450 |
530 |
580 |
600 |
630 |
700 |
780 |
820 |
|
|
操作高度 |
mm |
750 |
750 |
900 |
900 |
900 |
900 |
900 |
1000 |
|
|
工作台板尺寸 |
左右 |
mm |
700 |
810 |
850 |
1000 |
1100 |
1200 |
1300 |
1400 |
|
|
前后 |
mm |
400 |
440 |
500 |
600 |
680 |
700 |
740 |
780 |
|
|
厚度 Thickness |
mm |
80 |
110 |
130 |
140 |
155 |
160 |
165 |
170 |
|
|
落料孔 |
mm |
Φ120 |
Φ150 |
Φ150 |
Φ150 |
Φ160 |
Φ160 |
Φ180 |
Φ200 |
|
|
T形槽间距 |
mm |
125 |
140 |
150 |
150 |
150 |
150 |
150 |
150 |
|
|
|
mm |
0 |
0 |
0 |
0 |
100 |
100 |
150 |
150 |
|
|
|
mm |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
滑块底面尺寸 |
左右 |
mm |
360 |
410 |
480 |
540 |
630 |
630 |
800 |
800 |
|
|
前后 |
mm |
250 |
340 |
400 |
460 |
520 |
520 |
580 |
590 |
|
|
前后 |
mm |
250 |
340 |
400 |
460 |
520 |
520 |
580 |
590 |
|
模柄孔 |
mm |
Φ40X50 |
Φ40x65 |
Φ50X65 |
Φ50X80 |
Φ50X85 |
Φ50X85 |
Φ65X90 |
Φ65x90 |
|
|
T形槽间距 |
mm |
0 |
0 |
0 |
210 |
300 |
300 |
320 |
320 |
|
|
mm |
0 |
0 |
0 |
0 |
0 |
0 |
110 |
110 |
||
|
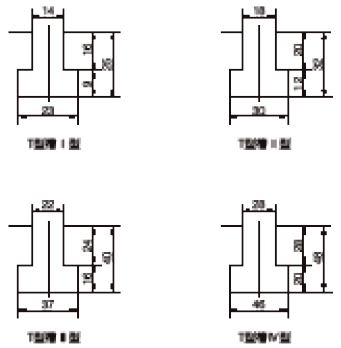
T形槽尺寸 |
mm |
30 |
40 |
40 |
40 |
40 |
40 |
46 |
46 |
|
|
mm |
18 |
22 |
22 |
22 |
22 |
22 |
28 |
28 |
||
|
mm |
18 |
22 |
27 |
27 |
27 |
27 |
28 |
28 |
||
|
mm |
12 |
18 |
18 |
18 |
18 |
18 |
20 |
20 |
||
|
主电机 |
功率 |
KW |
4 |
5.5 |
7.5 |
11 |
11 |
11 |
18.5 |
22 |
|
滑块电机 |
功率 |
KW |
- |
- |
0.5 |
0.5 |
0.5 |
0.5 |
0.75 |
0.75 |
|
机床尺寸 |
宽度 |
mm |
900 |
990 |
1090 |
1220 |
1395 |
1450 |
1585 |
1610 |
|
深度 |
mm |
1440 |
1500 |
1680 |
1780 |
1990 |
2110 |
2270 |
2330 |
|
|
高度 Height H. |
mm |
2230 |
2410 |
2730 |
2900 |
3050 |
3110 |
3350 |
3500 |
|
|
可选配气垫 |
压力 |
KN |
30 |
45 |
60 |
60 |
100 |
100 |
145 |
145 |
|
行程 |
mm |
50 |
50 |
50 |
50 |
70 |
70 |
80 |
80 |
|
|
型号参数 |
YLA-16 |
YLA-25A |
YLA-45A |
YLA-63A |
YLA-80A |
YLA-100A |
YLA-125 |
YLA-160A |
YLA-200A |
YLA-250 |
|
地脚螺栓尺寸 A2×B2 |
660×710 |
710×795 |
820×925 |
920×1100 |
970×1100 |
1050×1180 |
1080×1380 |
1150×1310 |
1300×1670 |
1360×1900 |
|
安装尺寸 A3×B3 |
780×910 |
890×1015 |
970×1160 |
1080×1380 |
1130×1380 |
1180×1580 |
1210×1780 |
1350×1710 |
1500×2170 |
1500×2400 |
|
最大尺寸 H1 |
920×1410 |
1020×1515 |
1090×1660 |
1190×1880 |
1240×1880 |
1290×2080 |
1320×2280 |
1460×2210 |
1675×2670 |
1675×2900 |
|
操作台高度 H2 |
760 |
790 |
795 |
850 |
850 |
850 |
875 |
900 |
950 |
950 |
|
机身高度 H2 |
1820 |
2040 |
2220 |
2510 |
2510 |
2670 |
2735 |
3120 |
3430 |
3740 |
|
总高度 H3 |
2200 |
2450 |
2600 |
2950 |
2950 |
3080 |
3150 |
3550 |
3980 |
4300 |
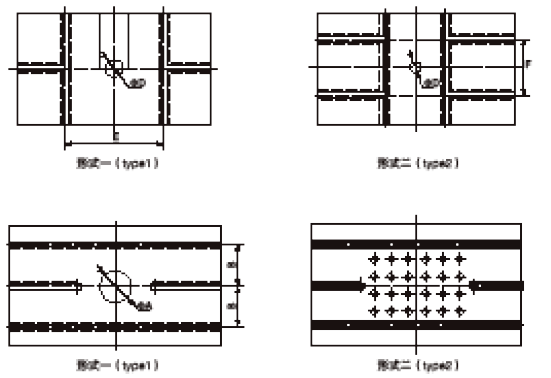
滑块底面 Slide Bottom
工作台板 Working Table
|
型号参数Modle |
YLA-16 |
YLA-25A |
YLA-45A |
YLA-63A |
YLA-80A |
YLA-100A |
YLA-125 |
YLA-160A |
YLA-200 |
YLA-250 |
|
ΦA |
110 |
110 |
110 |
125 |
125 |
125 |
140 |
160 |
180 |
180 |
|
B |
120 |
120 |
140 |
170 |
170 |
260 |
260 |
270 |
300 |
300 |
|
ΦD |
30 |
40 |
50 |
50 |
50 |
60 |
60 |
70 |
70 |
70 |
|
E |
200 |
200 |
250 |
250 |
250 |
360 |
360 |
360 |
450 |
400 |
|
F |
_ |
_ |
_ |
_ |
_ |
_ |
_ |
_ |
300 |
300 |
|
T型槽T-Groove |
Ⅰ |
Ⅱ |
Ⅱ |
Ⅲ |
Ⅲ |
Ⅲ |
Ⅲ |
Ⅳ |
Ⅳ |
Ⅳ |
一、 锻压的优点
钢材经过锻压后,其内部组织发生了很大的变化
1、粗大的晶粒被击碎为细小而均匀的晶粒,并互相紧紧地压实在一起。
2、原来已有的气孔或缩孔被挤压后消失,内部组织更加紧密。
3、一些脆性的杂质被粉碎、而塑性的杂质则随着金属的变形而拉长,成为纤维组织,使得材料的韧性大大加强。
所以,经过锻压后,材料的内部组织变得很坚实,显著的提高了机械性能。
二、锻压的缺点
1、锻压由于需要加温、锻造设备,以及所需模具,所以使得制造成本增大。
2、对材料有一定的应用范围限制,如对于高合金钢、不锈钢锻造就比较困难。而锻造性好的的为中低碳钢。
3、对材料的锻粗比有一定的限制,即:不能无限制的锻压变形。
锻压主要按成形方式和变形温度进行分类。按成形方式锻压可分为锻造和冲压两大类;按变形温度锻压可分为热锻压、冷锻压、温锻压和等温锻压等。 是在低于金属再结晶温度下进行的锻压,通常所说的冷锻压多专指在常温下的锻压,而将在高于常温、但又不超过再结晶温度下的锻压称为温锻压。温锻压的精度较高,表面较光洁而变形抗力不大。
在常温下冷锻压成形的工件,其形状和尺寸精度高,表面光洁,加工工序少,便于自动化生产。许多冷锻、冷冲压件可以直接用作零件或制品,而不再需要切削加工。但冷锻时,因金属的塑性低,变形时易产生开裂,变形抗力大,需要大吨位的锻压机械。 是在整个成形过程中坯料温度保持恒定值。等温锻压是为了充分利用某些金属在等一温度下所具有的高塑性,或是为了获得特定的组织和性能。等温锻压需要将模具和坯料一起保持恒温,所需费用较高,仅用于特殊的锻压工艺,如超塑成形。
产品留言
公司长期致力于各种铩压机床、机身焊接加工、年焊接能力2万余吨,能承接各种机床防护罩壳、电气箱等钣金件的制作。
联系我们
江苏扬固锻压机床有限公司
地址:中国 江苏 扬州 润扬南路
电话:0514-87989236 87519770
手机:13390611988
售后服务:0514-87519772
邮编:225128
邮箱:2318948788@qq.com
客户留言